A soft cooler backpack carries a simple promise: keep ice frozen for days, and don't leak. That promise turns out to be harder to keep than it sounds—and the gap between products that hold it and products that don't almost always comes down to two engineering decisions: what the cooler is made of, and how it's put together.
Why Material Selection Starts With the Liner, Not the Shell
Most buyers evaluate cooler backpacks from the outside—fabric weight, exterior finish, strap quality. These matter, but the liner is where the core performance is determined. It's in direct contact with ice, food, and melted water for hours at a time, and it's the surface that either contains that water or lets it escape.
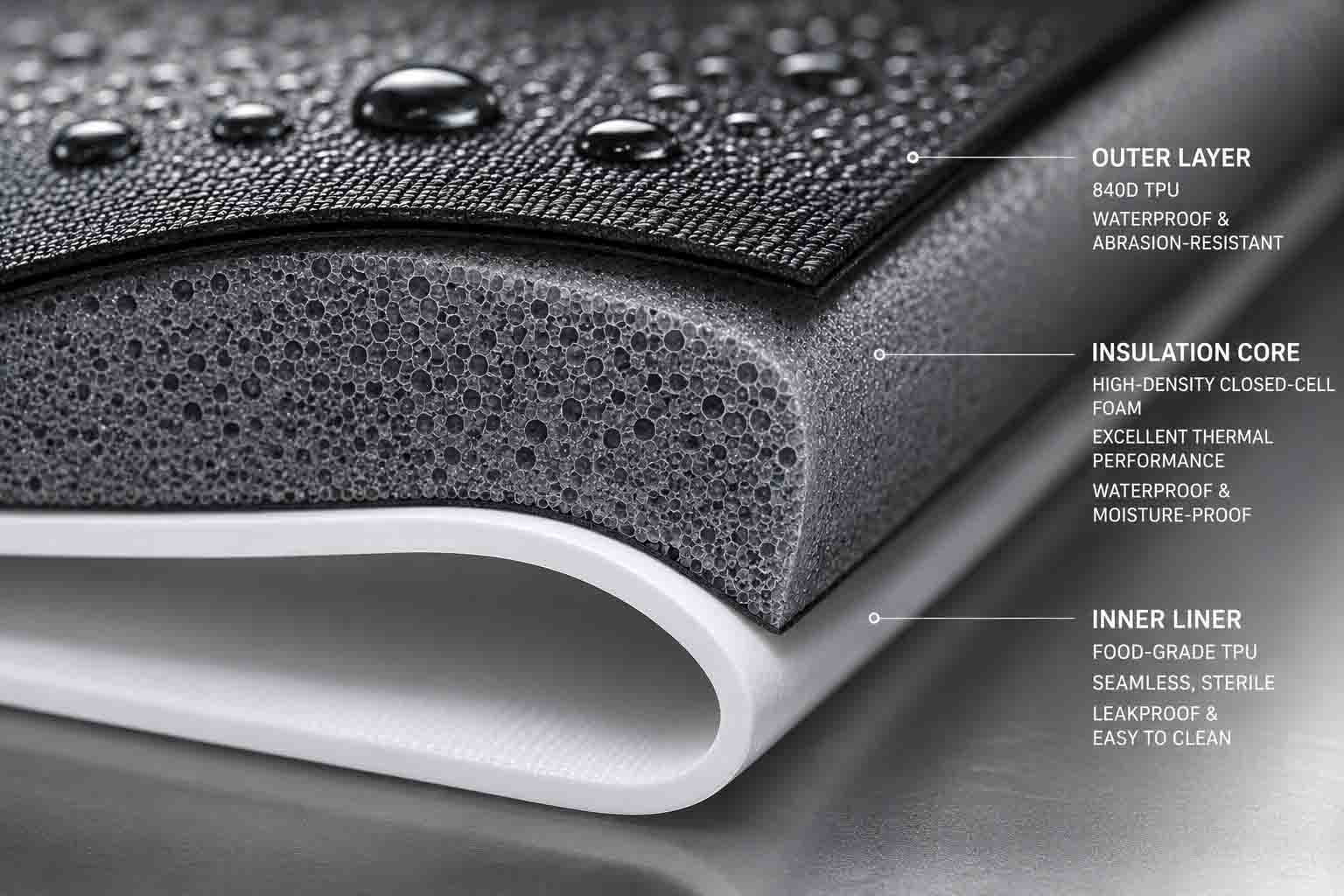
Premium soft cooler backpacks use food-grade TPU (Thermoplastic Polyurethane) for both the exterior shell and interior lining. The choice isn't arbitrary.
For the exterior, TPU offers a combination of abrasion resistance, puncture resistance, and flex durability that standard polyester or nylon coatings can't match over extended field use. A cooler that spends time being set down on rough terrain, packed into vehicle cargo areas, or carried through dense brush accumulates mechanical stress at its surfaces. TPU handles that stress without surface cracking or delamination—a known failure mode in budget cooler fabrics that use thinner coatings over weaker base fabrics.
Temperature behavior is equally important. PVC, the legacy material for waterproof outdoor products, becomes brittle and prone to cracking at low temperatures—which creates an ironic problem for a product designed to hold ice. TPU maintains flexibility across a wide temperature range, including the cold conditions that are precisely when a cooler backpack is under load. It also resists UV degradation better than PVC under sustained sun exposure, which matters for a product used in outdoor environments over multiple seasons.
For the interior liner specifically, food-grade certification is not a marketing designation—it's a material specification. The liner must be FDA-compliant, BPA-free, and antimicrobial to be appropriate for direct contact with food and beverages. These requirements narrow the material selection considerably and rule out a number of lower-cost alternatives that might otherwise pass a basic water resistance test.
Where Stitched Coolers Fail, and Why It's Structural
The most consistent failure point in budget soft coolers isn't the insulation foam and it isn't the zipper—it's the seam between the interior liner panels. Understanding why requires looking at what stitching actually does to a waterproof material.
Industrial stitching joins fabric panels by passing needles through them at high density. Each needle pass creates a perforation in the waterproof membrane. A typical seam might produce several hundred of these perforations per meter of seam length. Manufacturers address this with seam tape applied over the stitching, which covers the holes and restores water resistance—temporarily.
The problem develops over time and under use stress. Melted ice water sitting against the liner seams creates constant hydrostatic pressure. The flex cycles of carrying a loaded backpack work the tape bond edges repeatedly. Sun exposure and temperature cycling degrade tape adhesion progressively. Eventually, tape lifts at a corner or edge, water finds the needle holes underneath, and the liner leaks—not catastrophically, but persistently, in the way that ruins a bag of groceries or soaks a pack of electronics on a day trip.
This is a structural outcome of the construction method, not a quality control failure. Stitched construction with seam tape can produce a product that passes initial water resistance testing. It cannot reliably produce a product that maintains that performance over years of real use.

High-Frequency Welding: How the Seam Failure Mode Gets Eliminated
High-frequency (HF) welding—also called RF welding—solves the stitched seam problem by changing what a seam is.
Rather than mechanically fastening two panels of TPU together with thread, HF welding uses electromagnetic energy at 27.12 MHz to generate heat inside the TPU material at the join zone. The alternating electromagnetic field causes the polar molecules within the TPU to oscillate rapidly, producing internal friction and heat. Under simultaneously applied pneumatic pressure, the material at the interface between the two panels reaches its fusion temperature and the layers merge at the molecular level.
When the electromagnetic field is removed and the material cools under sustained pressure, the two panels have become one continuous piece of material at the weld zone. There are no needle holes, no thread, and no tape covering anything. The seam isn't sealed—it doesn't exist as a separate structure anymore. The interior liner of an HF welded soft cooler is effectively a single watertight basin.
In practical terms, this means melted ice water sits against a surface with no penetration pathways. There are no tape edges to lift, no stitch holes to work open under pressure, and no degradation mechanism that progressively reduces seam performance over the product's service life. A weld zone that holds water on the day the product ships will hold water the same way two years later, assuming the base material isn't physically damaged.
The construction method also allows for the integration of airtight zipper systems that complement the welded liner. When a properly specified watertight zipper is used alongside an HF welded body, the result is a cooler that can be tipped on its side, inverted, or submerged without leaking—not because of careful handling, but because there's no structural pathway for water to exit.

Laboratory Testing: How Performance Claims Get Validated
Material specifications and construction methods determine what a cooler backpack is capable of in principle. Laboratory testing determines whether a specific product actually performs to that potential. For premium soft coolers, three test protocols are most consequential.
Ice Retention Testing
Ice retention is the central performance claim for any cooler, and it's highly sensitive to how the test is run. Meaningful testing places a loaded cooler in a climate-controlled chamber holding a sustained ambient temperature—typically 90°F (32°C) or above, simulating peak summer conditions—and measures how long solid ice is maintained. Premium construction using closed-cell foam insulation combined with HF welded seams and airtight closures consistently achieves 48 to 72 hours of ice retention under these conditions, depending on foam thickness and initial ice load. Tests run at lower ambient temperatures, or with pre-cooled chambers, produce longer numbers that don't reflect real outdoor use.
 with a TPU soft cooler backpack inside during ice retention testing; digital temperature display and data logger visible in a QC laboratory setting.")
Hydrostatic Pressure Testing
Seam integrity under pressure is tested by inflating the sealed cooler to a specified internal pressure—measured in Bar—and verifying that no air escapes through seam zones or closure systems. A 1.0 Bar test, equivalent to the hydrostatic pressure of a 10-meter water column, is the appropriate standard for products intended for genuine outdoor use including potential submersion. IPX7 (1 meter submersion for 30 minutes) and IPX8 (sustained submersion beyond 1 meter) ratings should be verified by chamber testing rather than self-certification. HF welded seams consistently hold at 1.0 Bar; stitched seams with tape typically fail between 0.1 and 0.3 Bar under the same test protocol.
Drop and Load Testing
A fully loaded soft cooler backpack—ice, food, and beverages together—can weigh 15 to 20 kilograms. The harness system, shoulder strap attachment points, and carry handles are all under significant stress during normal use, and that stress concentrates at weld or stitch attachment points. Load testing applies maximum rated weight capacity to the carry system and subjects it to repetitive drop cycles to verify that attachment points won't fail during field use. This testing is particularly important for HF welded handle and strap attachments, where the weld zone needs to hold load-bearing hardware without the reinforcement that stitching provides at fabric-to-hardware junctions.
What These Engineering Decisions Mean for OEM Sourcing
The performance gap between a premium soft cooler backpack and a product that merely looks like one is almost entirely determined by the decisions made at the material specification and construction method stage—before a single unit is produced. By the time a product is in the market and customers are returning it for leaking seams or failed ice retention, those decisions are already locked in.
For brands evaluating soft cooler manufacturing partners, the right questions to ask are specific: What TPU grades are used for the liner, and do they carry food-grade certification? Are seams HF welded or stitched with tape, and what pressure are the welds validated to? What does the ice retention test protocol actually look like—ambient temperature, duration, and initial load conditions? Is hydrostatic testing done per-unit or per-batch?
A manufacturer with genuine capability in this product category will have straightforward answers to all of these. The engineering behind a soft cooler backpack that actually performs isn't complicated to explain—it's just specific, and specificity is exactly what separates a product worth backing from one that isn't.